



研磨
第一节 研磨的基本概念
1.研磨的概念:研磨,就是利用研具和研磨剂从工件表面磨掉一层微薄的金属,使工件具有很高的表面光洁度,同时还能保证工件的精确尺寸和紧合密封良好的一种精密的加工方法。
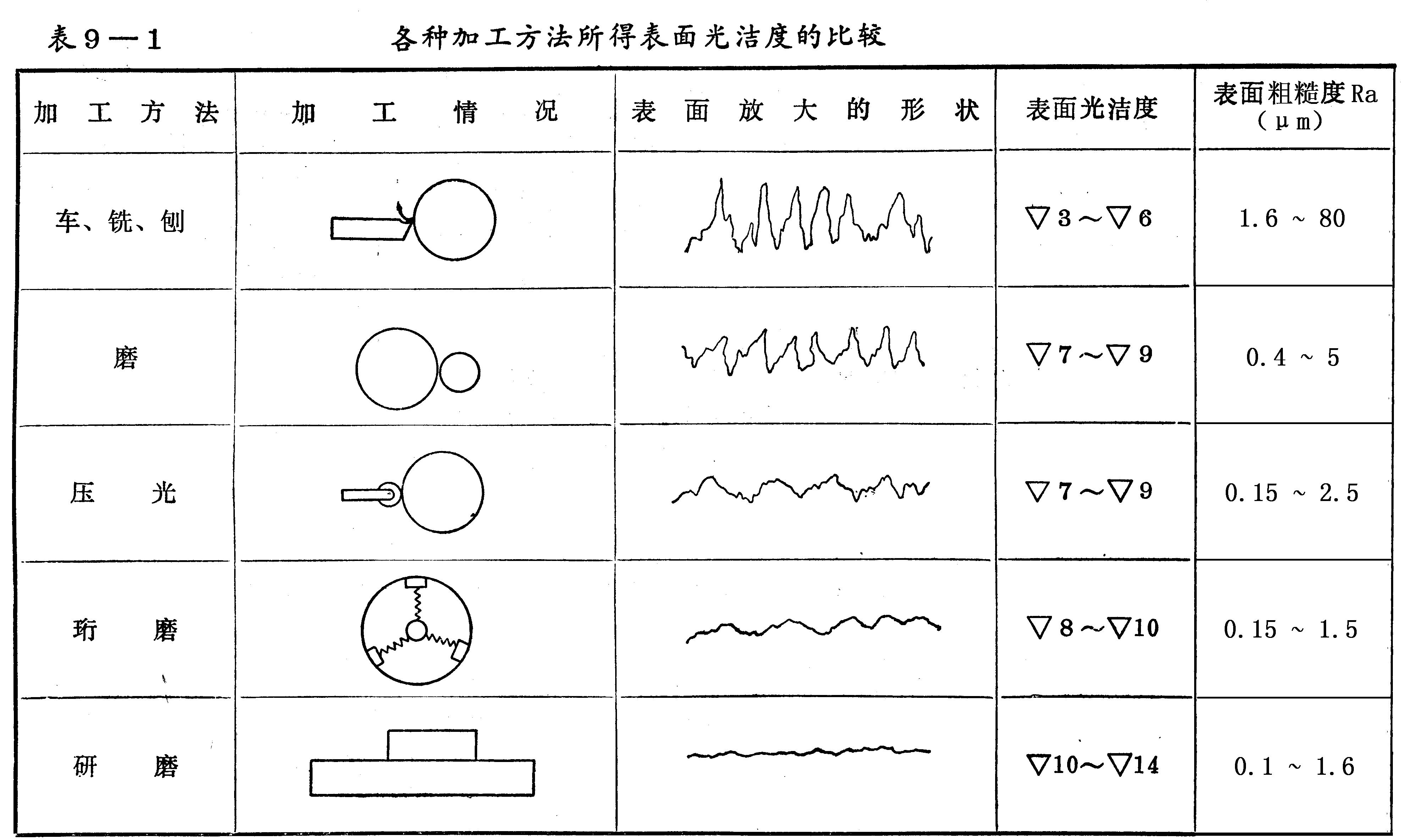
当一个工件经车削或磨削加工以后,凭肉眼看去,工件的表面已很光滑,然而用显微镜把它放大来看,就会清楚地看出:工件的表面仍然是粗糙的,甚至象一高一低的山丘一样(如表9—1)。要使工件达到高的光洁度和精确尺寸,就要把工件进行研磨,这就是研磨的作用和目的。
研磨在工具、量具和机器制造业中应用是很广的。如柴油机的曲轴、滚动轴承等运动件,都要经过研磨后才能达到润滑性能良好,运转正常,减小轴与轴承的摩擦和发热,从而保证了工件的使用寿命。对于要求密封性良好的气门阀、油压控制阀等工件,都要经过研磨,才能达到图纸要求。
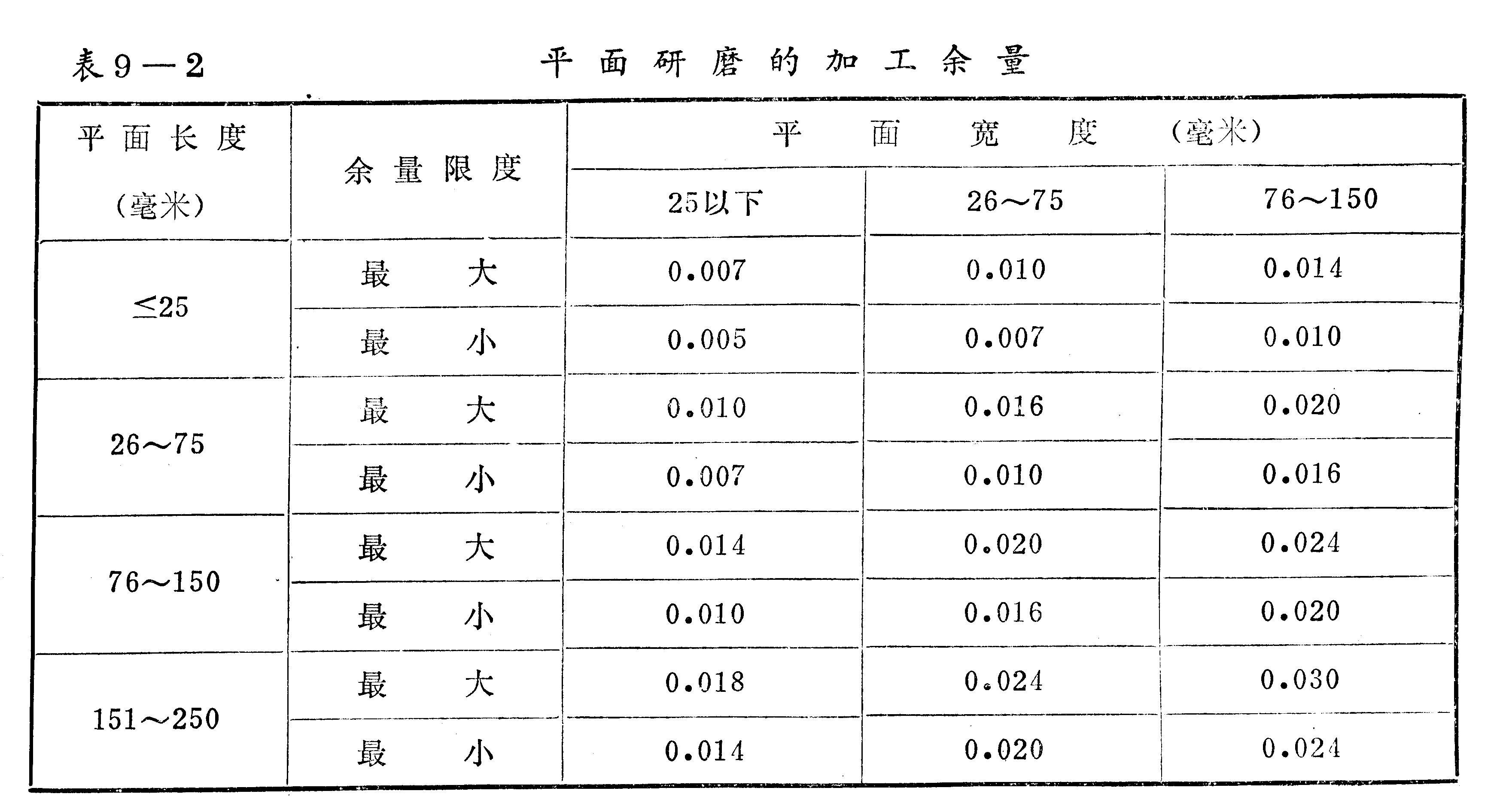
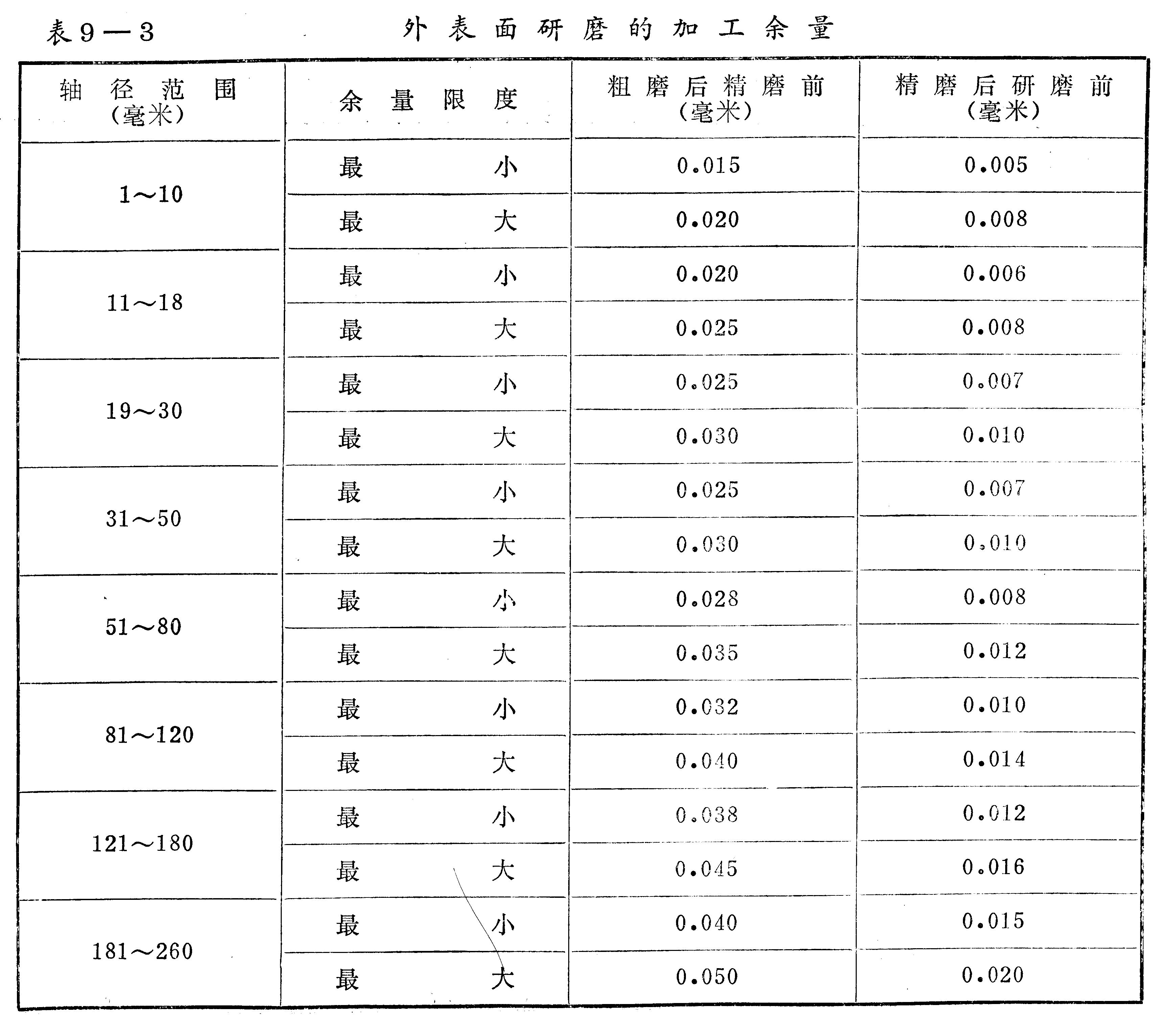
2.研磨的原理:工件通过用研磨剂与研具(研具的材料应比工件软一些)互相研磨,研磨剂受到工件与研具的压力而部分嵌入了研具内,就象砂轮一样,有了无数的切削刃,因而研磨时就产生了切削作用。一般来说,每研磨一遍所磨去的金属厚度不超过0.002毫米,所以研磨余量一般应为0.005~0.03毫米。但是随着工件尺寸大小不同而有所不同,研磨余量的选择参见表9—2和表9—3。
工件研磨后获得的光洁度,跟研磨时的压力、速度、研磨粉(剂)的粗细有着密切的关系。长期的生产实践说明,当压力大、速度慢、研磨粉(剂)粗的时候,工件的光洁度低;而压力小、速度高、研磨粉(剂)细时,则工件的光洁度高。一般说来,研磨的速度在1 0~1 5米/分之间(每分钟往复大约5 0~6 0次/分)o对于精度要求较高的工件,速度也不能超过3 0米/分,以避免由于高速发热影响精度,起着相反的加工效果。
第二节 研具和磨料的选择
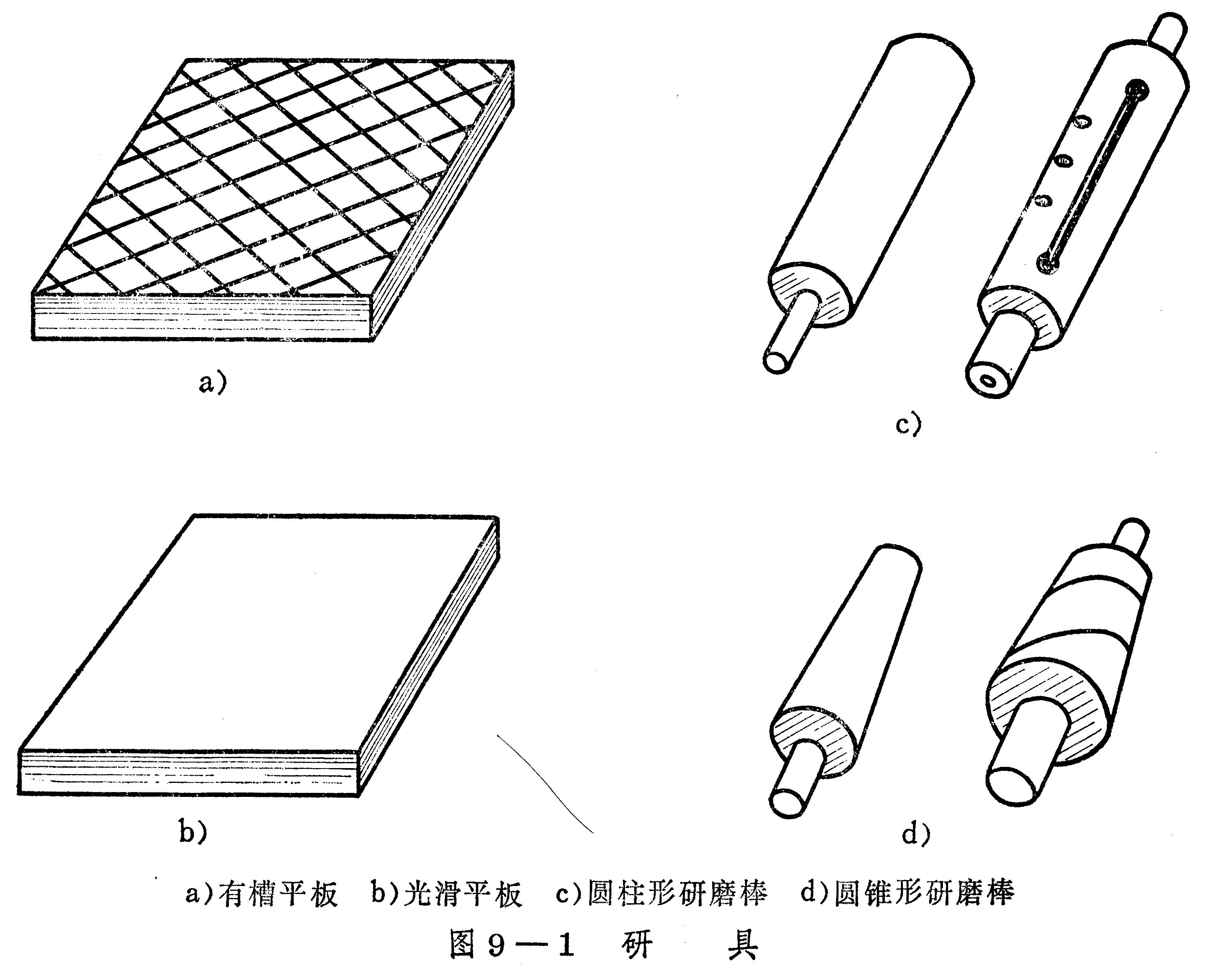
1.研具的材料:研具是一种研磨时决定工件表面和几何形状的标准工具,一般有平板、圆盘、圆柱棒等。研具的材料要选择比工件材料软些,才能使研磨剂嵌入研具的表面。常用的研具材料有灰铸铁、低碳钢、紫铜、黄铜等,其中使用最广的是灰铸铁的研具。各种研具如图9—1所示。
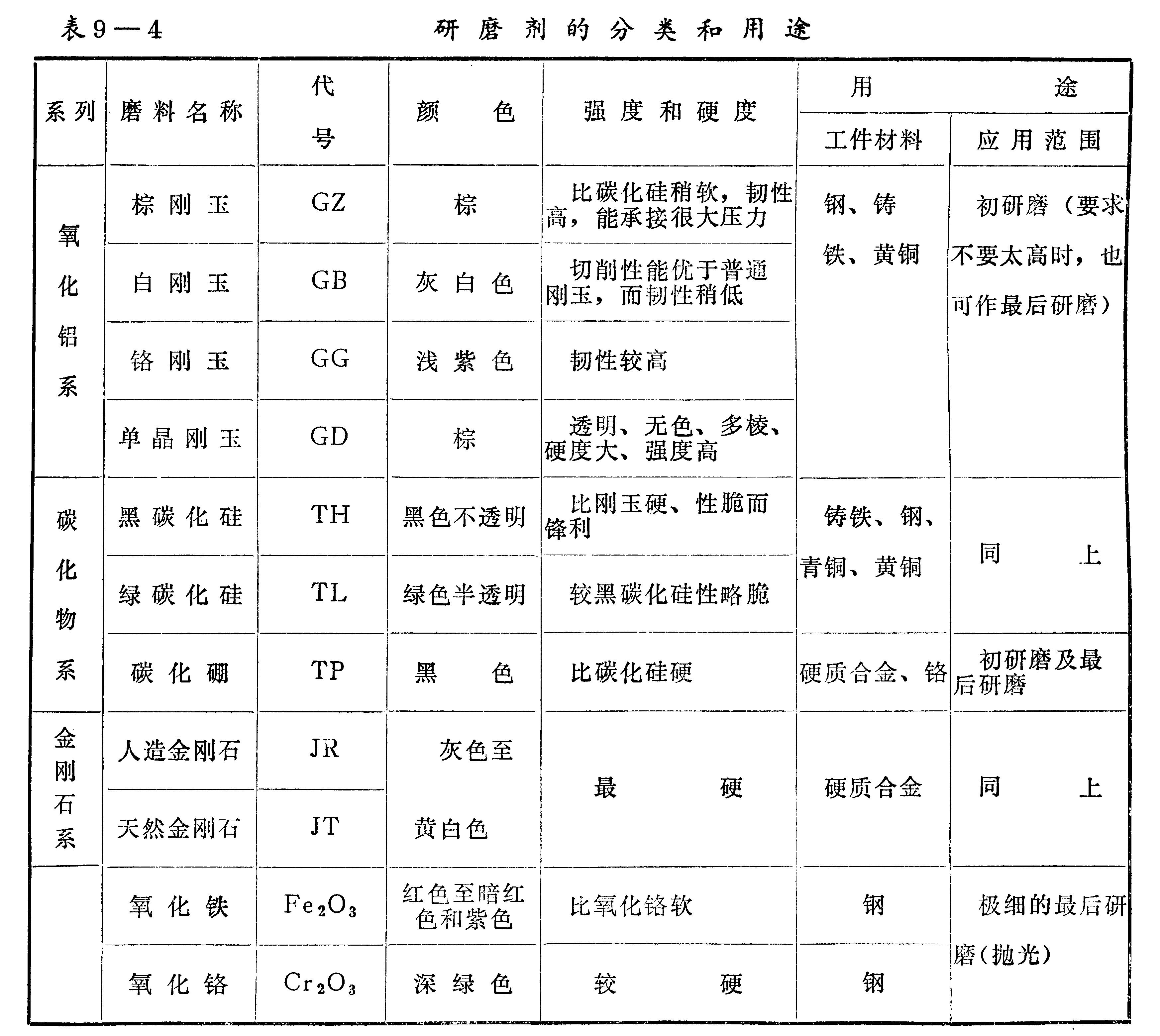
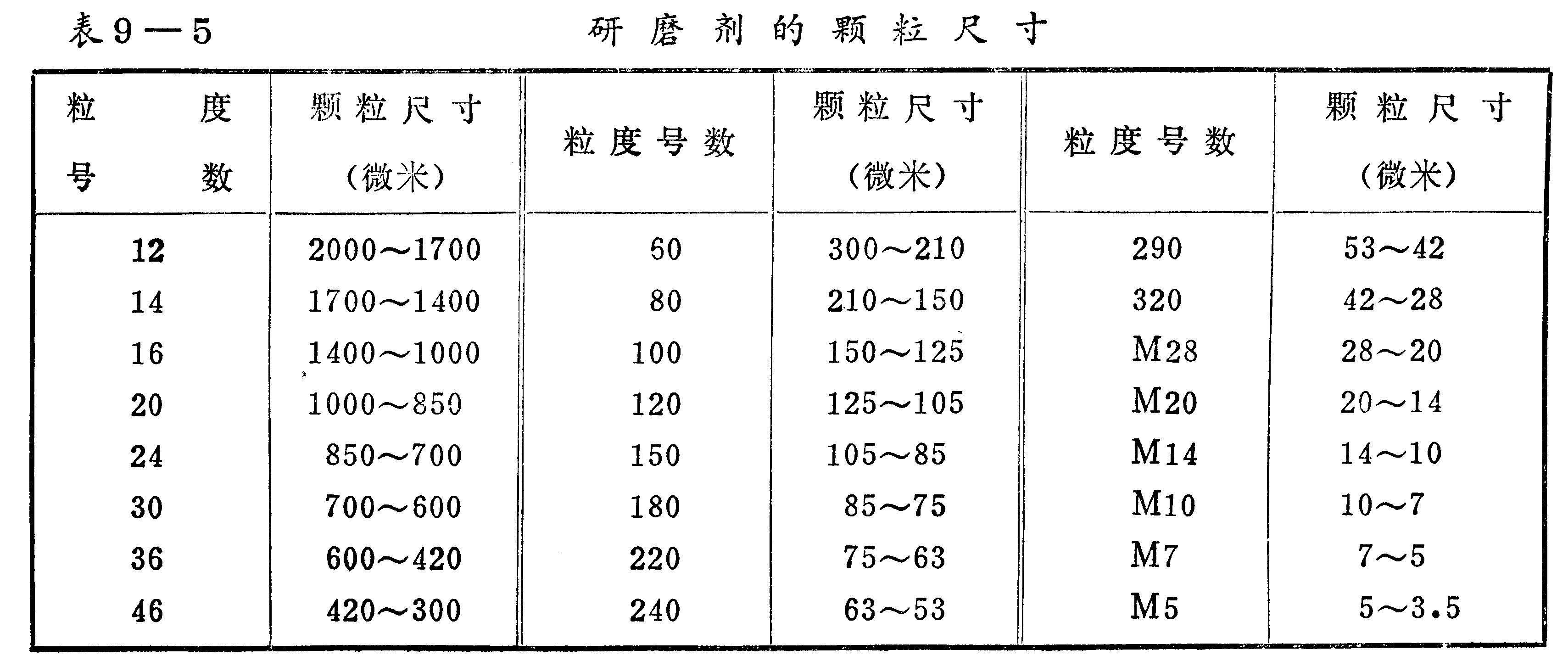
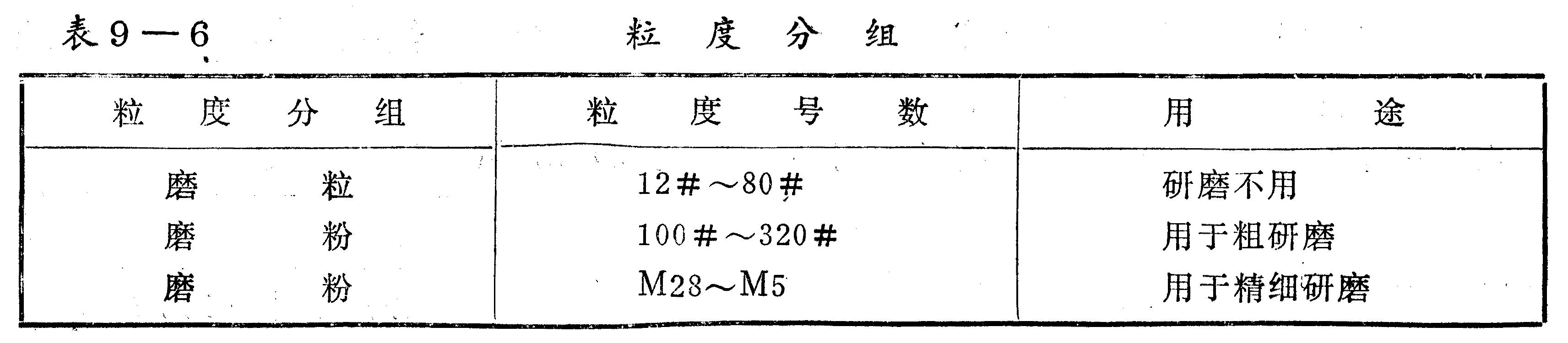
2.研磨剂:研磨剂是由磨料和研磨液调合而成的混合剂,研磨剂的种类比较多,它们的名称、成分、颜色、性能用途、颗粒尺寸和分组等,可参看表9—4、表9—5和表9—6。一般工厂采用成品研磨膏,使用时,加全损耗系统用油稀释即可。
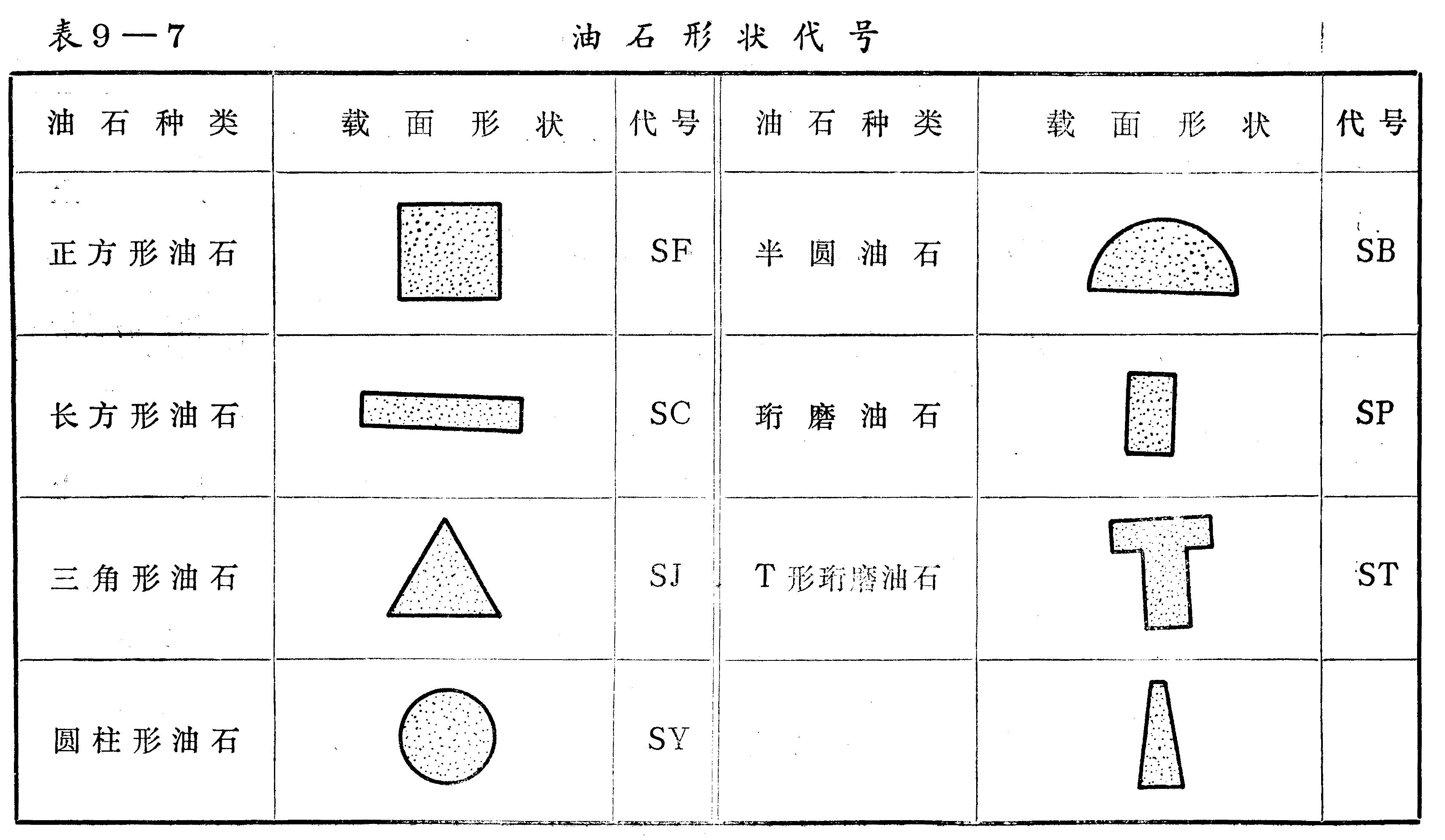
3.油石:油石是由各种研料做成的,它的形状有正方形、长方形、三角形、半圆形、圆柱形,分别用于对各种形状的工件进行研磨,它们的形状、代号,可参看表9—7 。油石研磨时一定要下润滑剂,以保证工件的光洁度。
第三节 研磨的操作技术
1.研磨的工作要求:研磨是一种精细的工作,不能粗心大意和马虎从事。特别对于技术精度要求高的工件,研磨时要不是认真细致地操作,就不能达到工件所需要求,甚至会出现废品。因此,在研磨操作中要求做到:
(1)准备好研磨工具和研磨剂。
(2)做好上料工作。上料是否均匀,对于工作的研磨质量有着很大的关系。上料有两种办法:①直接把研磨剂压入研具的直接法;②先把研磨剂涂上工件,研磨时让研磨剂压入研具的间接法。
(3)平面研磨时,工件在研具上应作8字形曲线运动,研磨时所使用的压力和推力要均匀平稳。
(4)在研磨过程中,要经常检查工件形状尺寸和光洁度。由于研磨时工件发热,因此,停止研磨后不能立即进行测量尺寸。工件平面平整度可用刀尺或钢尺进行检查。如图9—2所示。

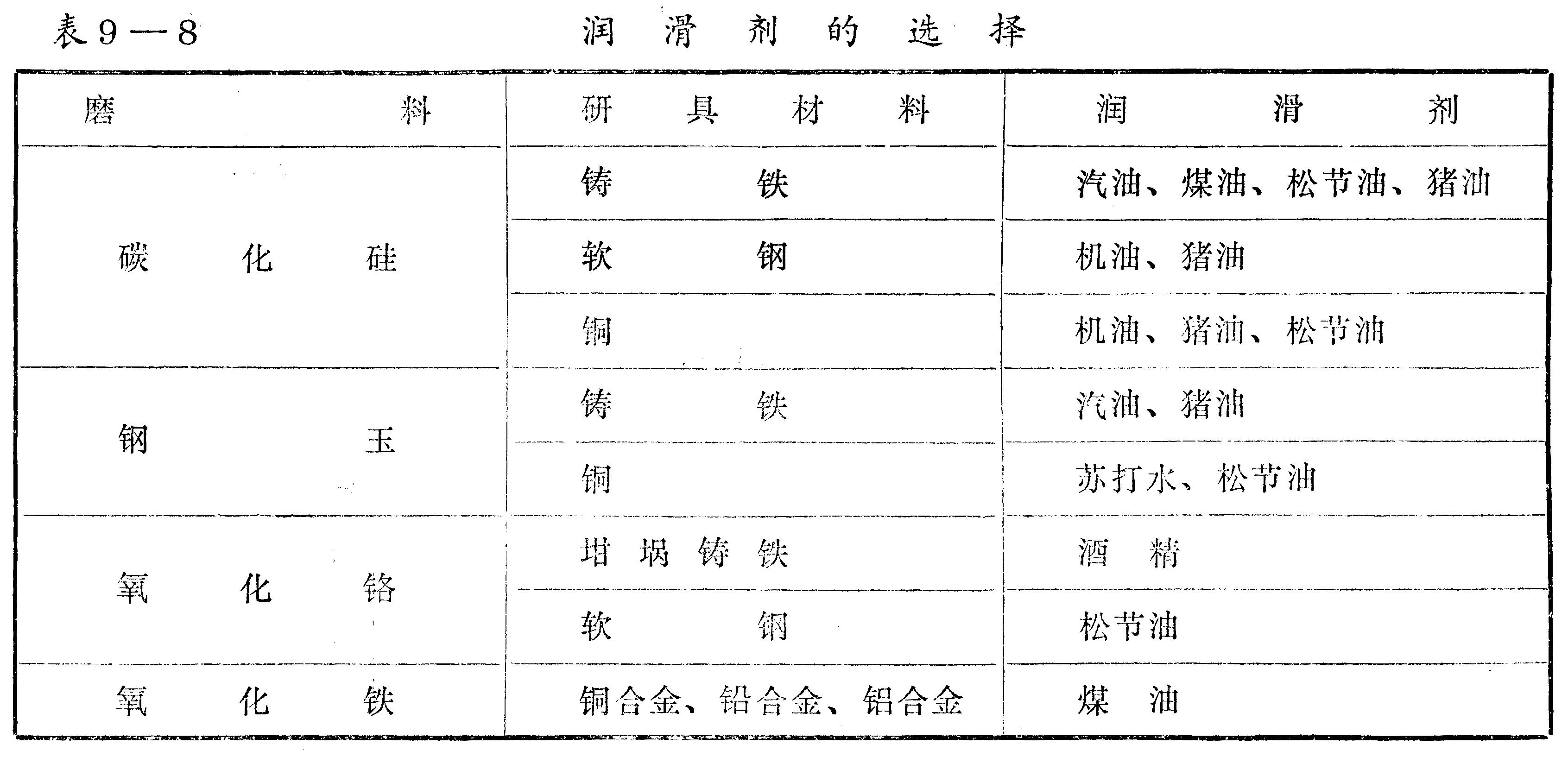
(5)根据不同的研磨情况,采用不同的润滑剂。润滑剂的选择,可参看表9 -8 。
(6)研磨余量比较大而精度要求较高的工件,可先用粗研磨剂研磨一段时间,到接近要求尺寸时,再采用细研磨剂研磨。这样研磨后,抹净研磨剂,再采用机油互研,可得到更高的光洁度。
2.介绍几种手工研磨方法
(1)阀座的研磨:阀座一般都用在对气体进行密封的结构中,如气体瓶上的开关,内燃机缸头上的进排气阀体等,要使这些结构在封闭时气体不能通过,就需要阀座的密封性能好,因此需要对阀座进行研磨,阀座研磨一般都是阀与座(阀口)互研,在研磨的时候:
1)根据阀座的材料和接触情况选择研磨剂。
2)研磨前,首先要检查气阀和气阀导管是否同心,气阀杆与导管不能过于松动。
3)如果气阀与阀座贴合相差较大,可用红丹涂上阀座对磨,然后用锉刀或刮刀进行修整。
4)将钢砂(先用粗的)涂上阀或座贴合的地方,以阀作上下和圆周(顺时针、逆时针)转动研磨,如图9—3所示。
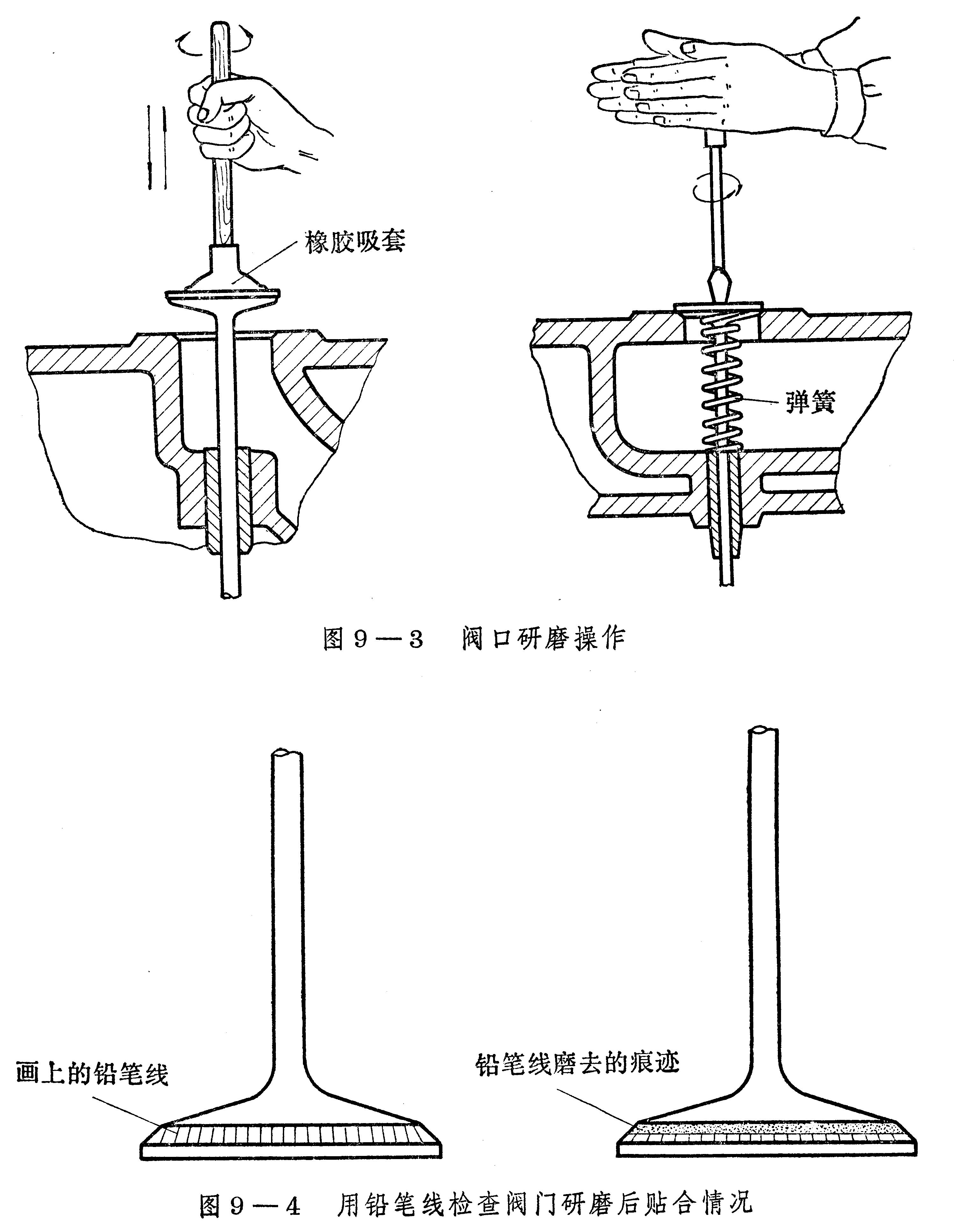
5)粗钢砂研磨以后,再用细钢砂研磨,在用细钢砂研磨过程中,要经常地检查阀座贴合情况。检查方法是:一般观察阀座研磨面是否研成一线(圆周),有没有横纹通过,还要检查研磨不到的痕迹。另外,也可用铅笔在阀的研磨面周围划12~16根直线,然后将阀压在座上转动1/8圆周,若发现研磨面上的铅笔线被擦掉,则说明阀座贴合合格。细钢砂研磨后,要用汽油洗净残余颗粒,再用机油进行研光,这样可保证阀座密封良好。
(2)平面的研磨:研磨平面的时候,由于工件在推磨过程中产生摇摆,所以研磨出来的工件面会形成凸肚曲面形状(俗称马路面),要克服这个缺陷,只有在实践中熟练地掌握研磨操作技术,才能解决。在操作中要注意下面几点:
1)要保证研具平整。
2)研磨剂要分布薄而均匀,研磨时的推力要平稳,并作“8”字型曲线运动。
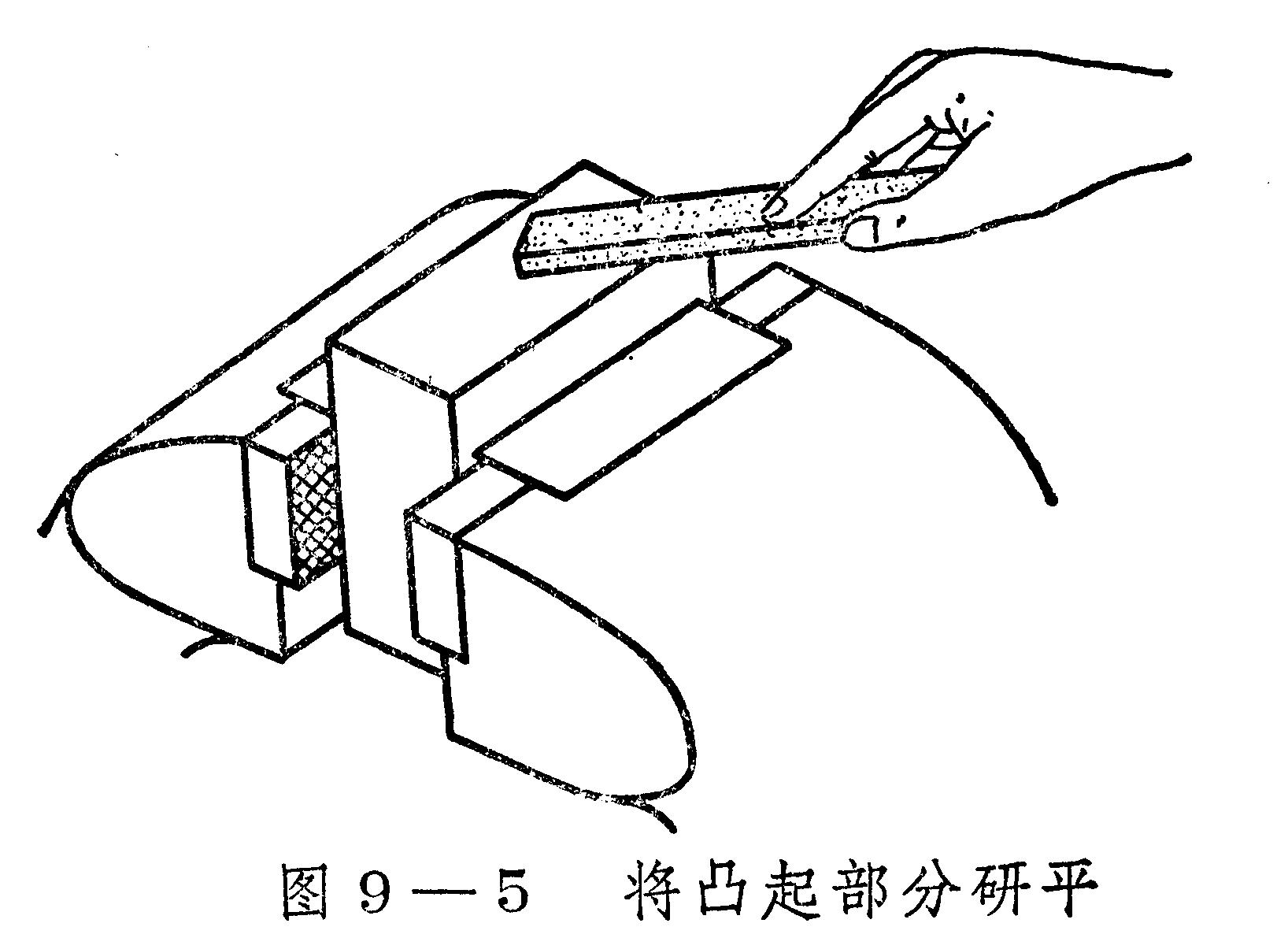
3)发现起了凸面,可将凸起的局部用钢砂磨平,然后再对整个面进行研磨,如图9—5所示。
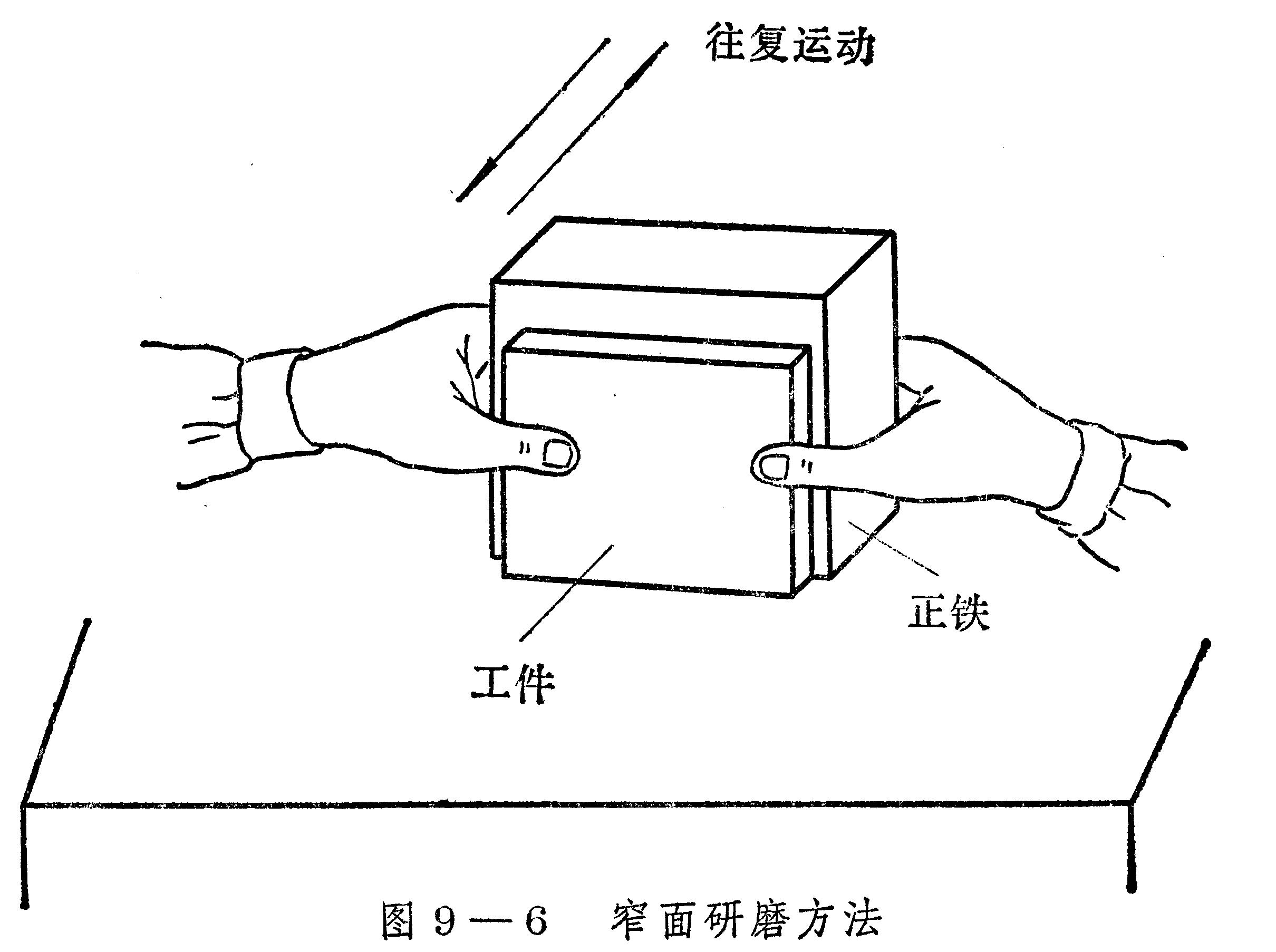
4)研磨比较窄的平面时,为了防止工件摇摆,可用一个直角平整靠铁靠着;或装在夹具上进行研磨,如图9—6所示。
(3)圆柱孔的研磨:一般是把研磨棒涂上研磨剂,放进圆柱孔内进行研磨,研磨棒分固定式和可调式两种。固定式研磨棒每一级直径都不同,直径相差0.005毫米,多用于5毫米以下的小孔。
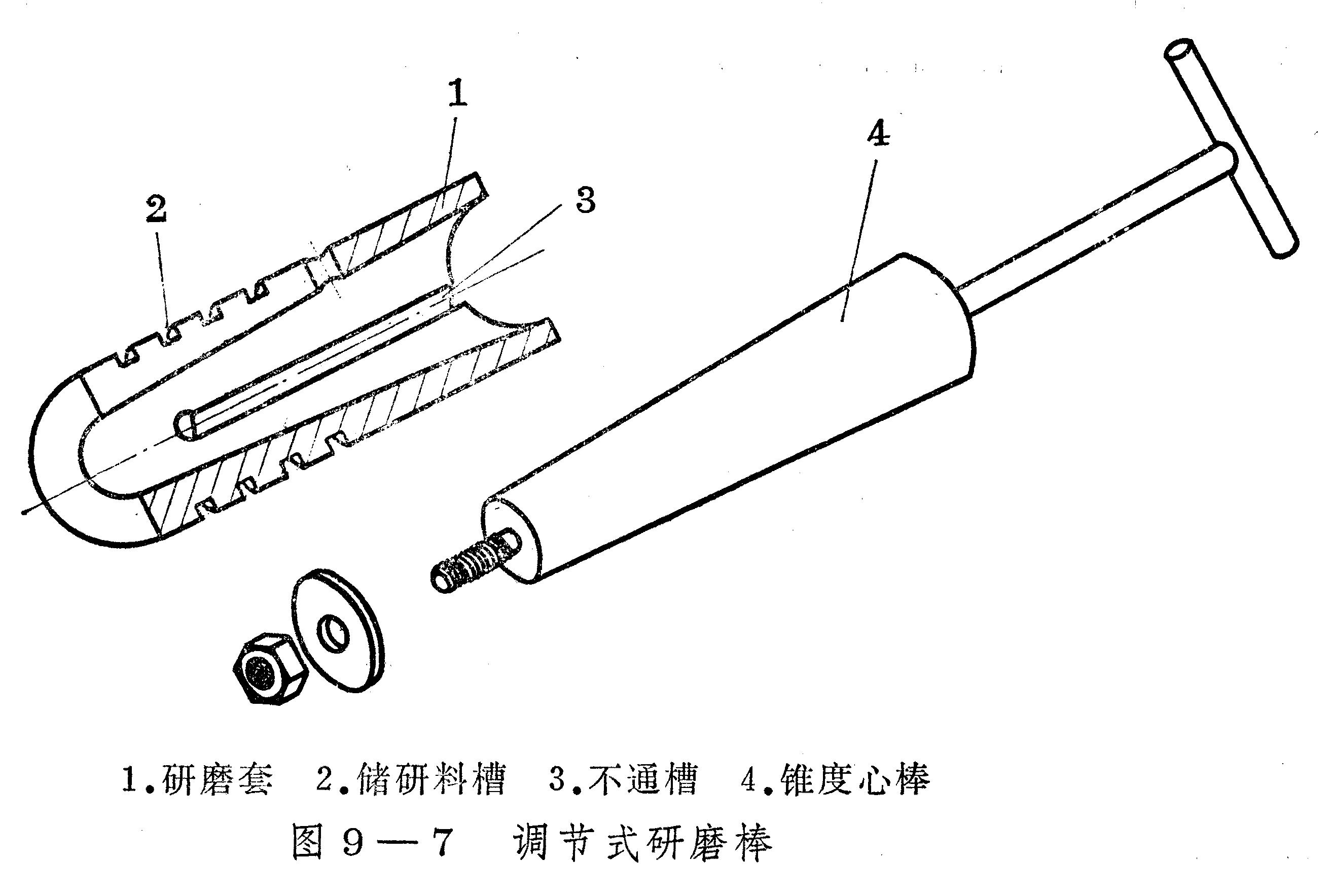
可调式的研磨棒一般研磨比较大的圆柱孔,如车床尾座上的顶尖孔便是。这个研磨棒是一个圆套(如图9—7所示),表面开有环形槽,用来填满钢砂,两头相间地开有几条不通槽,内成锥度,用以套在工具上;工具也成锥度,一头制有螺纹,用来调节研磨棒直径的大小。
圆柱孔研磨的操作如下:
1)调节研磨棒的直径大小,一一般研具与孔的套入不宜太松,稍为滑入即可。
2)在研具周围均匀涂上钢砂。
3)先在孔的中间部分进行研磨,待研磨一段时间后,研具的钢砂一方面已均匀分布,另
一方面钢砂也经磨细,然后研磨孔的两头。研磨时,作前后与圆周运动,这样研磨得比较均j
匀,不容易出现喇叭口。
4)为了防止在研磨中发热,要经常注入润滑冷却液。
5)研磨后,用柴油或汽油洗净研磨剂,待工件温度冷至室温,才能进行测量检查。
研磨操作,也有用机械进行的(比如说在车床上夹轴件旋转,轴件上套研套并且研套作轴向运动,用以研磨轴的外圆柱面;又比如说在中心孔研磨机上研磨轴类的中心孔),其原理和手工研磨基本一样,这里不作介绍了。
西安秦川思源测量仪器有限公司
